Современное развитие науки и технологий способствовало широкому распространению технологии 3D-печати во всех сферах жизни, подобно сильному восточному ветру. От сложных и точных механических деталей до реалистичных прототипов продуктов, от фантастических архитектурных моделей до индивидуальных предметов быта, технология 3D-печати, благодаря своей неисчерпаемой творческой силе и достаточной гибкости, превращает воображение в реальность, делая жизнь людей удобнее и принося нам сюрпризы.
Принцип работы технологии 3D-печати
технология 3D-печати, также известная как технология аддитивного производства, представляет собой инновационный метод создания трёхмерных объектов путём послойного нанесения материалов. Её принцип схож с возведением кирпичного дома и может быть кратко описан как "послойное производство, поэтапное накопление".
Процесс трёхмерной печати несложен. Сначала создаётся или получается цифровая модель с помощью программного обеспечения для компьютерного проектирования, а затем модель разделяется на серию очень тонких поперечных слоёв (то есть срезов), толщина каждого из которых обычно составляет от десятков микрометров до сотен микрометров. Затем, на основе этой информации о срезах, 3D-принтер создаёт конечный объект послойно с использованием специальной технологии и материалов.
технологии трёхмерной печати включают метод спаивания нитей (FDM), фотостереолитографическую 3D-печать (SLA, DLP, LCD), селективное лазерное спекание (SLS), селективное лазерное плавление (SLM), струйную трёхмерную печать (3DP) и послойное производство (LOM).

Фьюзионное депозиционное моделирование (FDM) — это процесс, при котором нитевидные термопластичные материалы нагреваются и плавятся через сопло, наносятся слой за слоем на платформу и в конечном итоге затвердевают в трехмерный объект. Эта технология часто использует термопластичные материалы в качестве сырья, такие как акрилонитрил-бутадиен-стирольный сополимер (ABS), полимолочная кислота (PLA) и т. д. Она имеет низкие требования к оборудованию, проста в использовании и подходит для отдельных лиц и маленьких студий. «Редька-нож» и «телескопический меч», которые недавно стали популярными на игрушечном рынке, изготавливаются именно таким способом.
Стереолитографическая 3D-печать (SLA, DLP, LCD) использует свет определенного диапазона и формы для облучения fotosozhidayuschih смол, которые отверждаются слой за слоем, создавая объекты желаемой формы. Эта технология обладает высокой точностью формования и гладкой поверхностью, что делает ее подходящей для создания детализированных моделей и малых деталей.
Селективное лазерное спекание (SLS) использует лазерный луч для сканирования порошкообразных материалов, плавя и соединяя их вместе, слой за слоем формируя трехмерный объект. Эта технология использует порошок в качестве сырья (например, нейлон, металлический порошок, керамический порошок и т.д.), обладает высокой точностью формования и подходит для производства функциональных деталей со сложной конструкцией.
Селективная лазерная плавка (SLM) обладает более высокой лазерной энергией, аналогично селективному лазерному спеканию (SLS), и может полностью плавить металлический порошок для быстрого прототипирования металлических деталей. Эта технология часто использует металлический порошок (например, титановый сплав, нержавеющая сталь и т.д.) в качестве сырья, может печатать высокопрочные, высокоточные металлические детали и широко применяется в аэрокосмической, медицинской и других областях.
Стереолитографическая струйная печать (3DP) использует порошкообразные материалы (металлические или неметаллические) и клеевые составы в качестве сырья, создавая каждый слой компонента посредством связующего механизма. Образцы, полученные с помощью этой технологии печати, имеют такой же цвет, как и конечный продукт, и на данный момент это одна из более成熟的 технологий цветной 3D-печати.
Технология послойного производства объектов (LOM) использует тонкие листовые материалы (например, бумагу, пластиковую пленку и т.д.) и горячий плавкий клей в качестве сырья, накапливая необходимые объекты слой за слоем через лазерную резку и термическое склеивание. Эта технология обладает высокой скоростью формования и низкой стоимостью материалов, что делает её подходящей для создания крупных конструкций и корпусов.
Несмотря на высокую степень восстановления продукта технологии трёхмерной печати, она ограничена материалами для печати. Трёхмерно напечатанные изделия очень хрупкие и легко ломаются под воздействием внешних сил. При использовании таких изделий в условиях высоких механических нагрузок они оказываются несколько "беспомощными". Так как же улучшить "стеклянное сердце" 3D-печатных изделий, чтобы у них была не только красивая "кожа", но и "гибкость", которая не ломается?
3 июля 2024 года китайские учёные опубликовали результаты исследований по 3D-печati эластомеров в журнале Nature. Резинки, изготовленные с использованием этой технологии, могут растягиваться до девятикратной длины своей первоначальной, а максимальная прочность на растяжение может достигать 94,6 МПа, что эквивалентно способности выдерживать почти 10 килограммов на один квадратный миллиметр, демонстрируя сверхвысокую прочность и гибкость.

«Примирение» между скоростью формования и прочностью готовых изделий
В процессе фотополимерной 3D-печати (SLA, DLP, LCD) повышение производственной эффективности требует увеличения скорости формования, что приводит к росту плотности сшивания материала и снижению вязкости материала во время отверждения. При использовании традиционных методов, при увеличении вязкости материала также возрастает его вязкость, что приводит к снижению текучести и уменьшению скорости формования. Противоречие между скоростью формования в 3D-печати и прочностью готового продукта всегда беспокоило всю отрасль.
Китайские ученые "примиряют" эти две противоречивые особенности. Исследователи предложили стратегию поэтапной печати и последующей обработки, проанализировав исходный материал — светочувствительную смолу для фотополимерной 3D-печати и разобрав процесс печати. Исследователи разработали преобразователь на основе диметакрилата для DLP (цифровой обработки света), который содержит динамически затрудненную уретановую связь и две карбоксильные группы в главной цепи. Во время этапа печати и формования эти ключевые компоненты находятся в "спящем" состоянии и выполняют функцию укрепления на этапе послепечатной обработки.
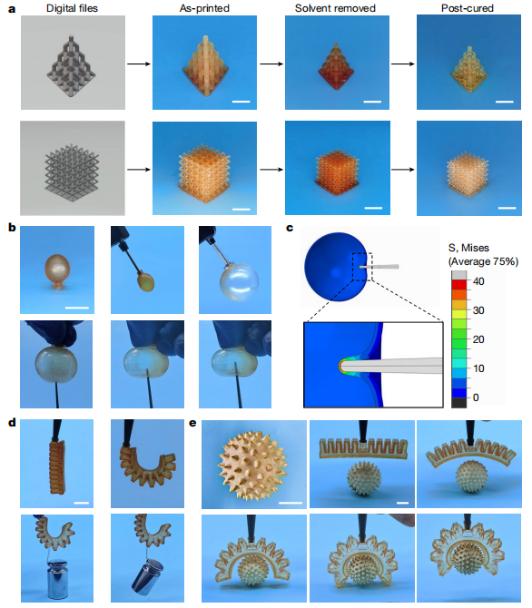
a. 3D-печатные объекты и их размерные изменения во время послепечатной обработки; b. Сопротивление проколу 3D-печатных шаров; c. Моделирование механической силы прокола; d-e. Тест подъема груза пневматическим захватом, созданным с помощью 3D-печати. Источник изображения: Ссылка [1]
Во время этапа послепечатной обработки при 90°C затрудненные мочевинные связи в 3D-печатных продуктах диссоциируют, образуя изоцианатные группы, которые с одной стороны формируют амидные связи с боковыми карбоксильными группами, а с другой стороны реагируют с водой, поглощенной карбоновыми кислотами, чтобы образовать мочевинные связи. Изменения химических связей внутри молекул соединяют одиночную сетчатую структуру материала в переплетенную сетчатую структуру, похожую на "руку в руке", что приводит к большему количеству водородных связей и укреплению внутренней структуры материала. Именно благодаря изменениям во внутренней структуре материала 3D-печатные изделия имеют больше пространства для амортизации при деформации под внешними силами, аналогично эффекту поглощения энергии при столкновении автомобиля, что повышает ударопрочность и сопротивление разрушению продукта, а также обеспечивает большую вязкость.
Экспериментальные результаты показывают, что пленка, изготовленная методом 3D-печати с использованием ДЛП-предшественника толщиной всего 0,8 мм, обладает крайне высокой устойчивостью к проколам, выдерживая силу в 74,4 Ньютона без разрыва. Даже при условиях высокого давления надувания 3D-печатный пневматический захват может удерживать медный шар весом 70 граммов с острыми шипами на поверхности, не лопаясь, что демонстрирует сверхвысокую прочность и структурную жесткость 3D-печатных изделий.
Широкое применение 3D-печатных эластомеров
В области спортивного оборудования 3D-печатные эластомеры предоставляют спортсменам персонализированное, высокопроизводительное оборудование. Например, индивидуальные стельки и защитное снаряжение используют амортизационные и поддерживающие свойства эластомеров для оптимизации спортивных результатов спортсменов и улучшения ощущений при ношении. Особенно в экстремальных видах спорта и видах спорта с высокими нагрузками 3D-печатные эластомерные материалы могут значительно снизить воздействие на спортсменов во время тренировок и защитить их суставы и мышцы от травм.
В автомобильной и авиакосмической промышленности 3D-печатные эластомеры используются для ключевых компонентов, таких как легкие амортизирующие детали и уплотнители. Эти детали могут снижать вес и сохранять высокую производительность благодаря сложным конструкционным решениям.
В области электронных продуктов, такие товары как умные колонки, умные браслеты, чехлы для мобильных телефонов и другие могут быть напечатаны с использованием эластомерных материалов. Эти продукты не только обладают отличной мягкостью и эластичностью, но также имеют высокую износостойкость и долговечность, что удовлетворяет многочисленные потребности потребителей в отношении внешнего вида и характеристик продукции.
В сфере промышленного производства технология 3D-печати эластомерными материалами используется для изготовления различных промышленных форм и приводных ремней, а также других деталей. Эти компоненты должны выдерживать большие механические нагрузки и вибрации, и эластомерные материалы являются идеальным выбором благодаря своей отличной эластичности и устойчивости к усталости. Производство этих деталей с помощью технологии 3D-печати позволяет не только повысить производительность, но и снизить затраты на производство.
Появление технологии 3D-печати эластомерными материалами еще больше расширило сферы применения продуктов 3D-печати и принесло более разнообразные возможности в нашу жизнь.
 Горячие новости
Горячие новости2024-07-26
2024-07-26
2024-07-26

WHALE STONE 3d Мы стремимся предоставить клиентам услуги печати SLA, печати SLS из нейлона, печати SLM, обработки на CNC, быстрого производства малых партий сложных форм.
4-й этаж, 4483 авеню Вужун, Сучжоу, Цзянсу, Китай
© 2024 WHALE STONE 3d Все права защищены. Политика конфиденциальности-Блог