A mai korszerű technológiai fejlődés során a 3D nyomtatási technológia szélsebesen elterjedt minden iparágban. A bonyolult és pontos gépalkatrésztől a valósághű termékmodelleken át a fantasztikus építészeti prototípusokig és az egyéni igényre szabott napi szükségletekig, a 3D nyomtatási technológia végtelen kreativitásával és elegendő rugalmasságával a képzeletet valóra változtatja, kényelmesebbé teszi az emberek életét, miközben meglepetéseket is hoz.
A 3D nyomtatási technológia működési elve
a 3D nyomtatási technológia, más néven hozzáadó gyártási technológia, egy innovatív termelési módszer, amely háromdimenziós testeket hoz létre anyagok rétegenkénti felhalmozásával. Elve hasonló egy téglaház építéséhez, egyszerűen összefoglalható, mint „rétgenkénti gyártás, rétegenkénti felhalmozás”.
A 3D nyomtatási folyamat nem bonyolult. Először egy digitális modellt készítenek vagy szereznek be számítógéppel támogatott tervező szoftver segítségével, majd a modellt egy sor nagyon vékony, keresztmetszeti rétegre (azaz szeletekre) vágják fel, és minden szelet vastagsága általában néhány tíz mikron és néhány száz mikron között van. Ezután ezek alapján a szeletinformációk alapján a 3D nyomtató rétegtechnológiával és anyagokkal építi fel az objektumot rétegről rétegre.
a 3D nyomtatási folyamatok magukban foglalják az extrúziós (FDM) modellkészítést, a fotopolimer sztereolitográfiai 3D nyomtatást (SLA, DLP, LCD), a szelektív lézeres sinterelést (SLS), a szelektív lézeres megolvasztást (SLM), a sztereó tintasugaras nyomtatást (3DP) és a rétegenkénti gyártást (LOM).

A Fused Deposition Modeling (FDM) egy olyan eljárás, amelyben szál alakú termoplasztikus anyagokat hevítenek és megolvasztanak egy fúvókán keresztül, majd rétegenként felvisznek egy platformra, végül háromdimenziós objektummá szilárdítanak. Ez a technológia gyakran használ termoplasztikus anyagokat nyersanyagként, például acrylonitrile-butadiene-styrene kopolimer (ABS), polylaktikus sav (PLA) stb. Az eszközigénye alacsony és könnyen kezelhető, így kisegyéni felhasználók és kis stúdiók számára is ideális. A játékpiacon nemrégiben népszerűvé vált „retékés kés” és „teleszkópos kard” is ilyen módon készül.
A Stereolithography 3D nyomtatás (SLA, DLP, LCD) egy meghatározott hullámhossztartományú és alakú fényt használ a fényérzékeny gyanta megvilágítására, és a fényérzékeny gyanta rétegenként megkeményedik, létrehozva a kívánt alakú objektumot. Ennek a technológiának a pontos megmunkálási pontossága és sima felülete van, így finom modellek és kis alkatrészek készítésére alkalmas.
A szelektív lézeres szinterezés (SLS) lézerfényt használ a por alakú anyagok beolvasására, amelyeket így olvasztanak össze és kötnek össze, rétegről rétegre építve egy háromdimenziós objektumot. Ez a technológia por alapanyagot használ (például nylon, fémport, kerámia port, stb.), magas a formázási pontossága, és összetett szerkezetű funkcionális alkatrészek gyártására alkalmas.
A szelektív lézeres olvasztás (SLM) nagyobb lézerenergiával rendelkezik, hasonlóan a szelektív lézeres szinterezéshez (SLS), és teljesen meg tudja olvasztani a fémport, így lehetővé téve a fém alkatrészek gyors prototípuskészítését. Ez a technológia gyakran fémport használ alapanyagként (például titánötvözet, rozsdamentes acél, stb.), képes nagy szilárdságú, magas pontosságú fém alkatrészek nyomtatására, és széles körben alkalmazzák a repülőgépiparban, az orvostudományban és más területeken.
A Stereo Jet Nyomtatás (3DP) por alapú anyagokat (fémes vagy nem fémes) és ragasztókat használ nyersanyagként, és az összekapcsolódási mechanizmus segítségével készíti az egyes alkatrészeket rétegenként. Ennek a nyomtatási technológiának a megformált mintái azonos színűek, mint a tényleges termék, és jelenleg egy meglehetősen érett színes 3D nyomtatási technológia.
A Rétegelt Objektumgyártás (LOM) vékony lemezanyagokat (például papír, műanyag fólia stb.) és forró olvadó ragasztót használ nyersanyagként, és a szükséges objektumokat lézeres vágással és hőkötéssel építi fel rétegenként. Ennek a technológiának a gyors megformálási sebessége és alacsony anyagköltsége van, így nagy szerkezetek és burkolatok gyártására alkalmas.
Bár a 3D nyomtatási technológiával készült termék magas fokú restauráltsággal rendelkezik, anyaghasználat szempontjából korlátozott. A 3D nyomtatott termékek rendkívül ridegek, és külső erők hatására könnyen eltörhetnek. Amikor ilyen termékeket használnak olyan szcenáriókban, ahol magas mechanikai teljesítmény szükséges, akkor ezek a termékek valamelyest „tehetetlennek” tűnnek. Akkor hogyan lehet javítani a 3D nyomtatott termékek „üvegszívét”, hogy szép „bőrrel” és nem könnyen eltörhető „rugalmassággal” rendelkezzenek?
2024. július 3-án kínai tudósok publikálták kutatási eredményeiket a 3D nyomtatott elasztomerekről a Nature folyóiratban. Az ezzel a technológiával készített gumigyűrűk saját hosszuk 9-szeresére nyújthatók, maximális szakítószilárdságuk elérheti a 94,6 MPa-t, ami azt jelenti, hogy 1 négyzetmilliméter körülbelül 10 kilogramm súlyt bír el, ezzel kifejezett szuper szilárdságot és ütőképességet mutatva.

"Kompromisszum" a megmunkálási sebesség és a késztermék ütőképessége között
A fotokeményítéses 3D-s nyomtatás (SLA, DLP, LCD) során a gyártási hatékonyság növeléséhez gyorsabb formázási sebesség szükséges, ami a anyag keresztkötési sűrűségének növekedéséhez és az anyag szilárdságának csökkenéséhez vezet a keményítés folyamata alatt. Hagyományos módszerek esetén, amíg az anyag szilárdsága növekszik, az anyag viszkozitása is növekedik, ami csökkenti az áramlási képességet és a formázási sebességet. A 3D-s nyomtatás formázási sebessége és a késztermék szilárdsága közötti ellentét mindig is megnehezítette az ipar egészét.
A kínai tudósok sikerrel „kibékítették” e két ellentmondást. A kutatók egy fokozatos nyomtatási és utófeldolgozási stratégia kidolgozásához elemezték a fénykeményítéses 3D nyomtatás nyersanyag-fotóérzékeny gyantáját, valamint szétszedték a nyomtatási folyamatot. A kutatók megtervezték a DLP (digitális fényfeldolgozás) dimetakrilát előanyagot, amely dinamikusan akadályozott uretán kötést és két karboxilcsoportot tartalmaz a főláncban. A nyomtatási és formázási szakasz során ezek a kulcsfontosságú komponensek „alvó” állapotban vannak, és az utóformázási feldolgozási szakaszban játszák a megerősítő szerepet.
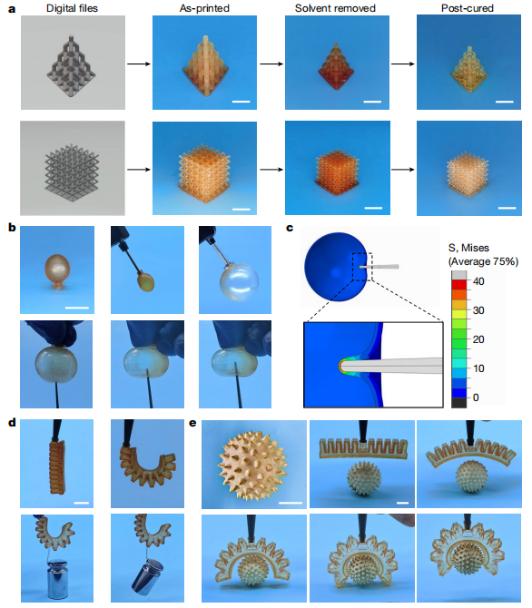
a. 3D-s nyomtatású tárgyak és méretváltozásaik az utófeldolgozás során; b. 3D-s nyomtatású léggömbök szúrási ellenállása; c. Mechanikai szúróerő modellezése; d–e. 3D-s nyomtatású pneumatikus fogó súlyemelési tesztje. Képforrás: [1] hivatkozás
A 90 °C-on történő utófeldolgozás során a 3D-s nyomtatású termékekben lévő akadályozott karbamid kötések disszociálnak, és izocianát csoportokat hoznak létre, amelyek egyrészt amid kötésekkel képeznek oldallánc-karboxil csoportokat, másrészt reakcióba lépnek a karbonsav által megkötött vízzel, hogy karbamid kötéseket hozzanak létre. A molekulákon belüli kémiai kötések változásai az anyagban lévő egyetlen hálózati szerkezetet olyan, mintegy „kéz a kézben” kapcsolódó hálózati szerkezetté kapcsolják össze, amely több hidrogénkötést eredményez, és megerősíti az anyag belső szerkezetét. Éppen az anyag belső szerkezetének ezek a változásai teszik lehetővé, hogy a 3D-s nyomtatású termékek nagyobb pufferterülettel rendelkezzenek külső erők hatására történő deformáció során, hasonlóan a járműütközés energiaelnyelő hatásához, ezzel javítva a termék ütésállóságát és repedéállóságát, valamint magasabb szívósságot biztosítva.
A kísérleti eredmények azt mutatják, hogy a DLP előanyagból 3D-s nyomtatással készített, csupán 0,8 mm vastag film rendkívül erős szúrásálló teljesítményt mutat, amelynek köszönhetően 74,4 Newton erőt is elvisel szakadás nélkül. Még nagy nyomású fúvás során is a 3D-s nyomtatású pneumatikus fogó képes egy 70 gramm súlyú, éles tüskékkel borított rézgolyó megragadására anélkül, hogy eltörne, ezzel demonstrálva a 3D-s nyomtatott termékek rendkívül magas szintű ütőkeménységét és szerkezeti szilárdságát.
3D-s nyomtatású elasztomerek széleskörű alkalmazása
A sportfelszerelések területén a 3D-ben nyomtatott elasztomerek személyre szabott, magas teljesítményű felszerelést biztosítanak a sportolók számára. Például a testre szabott talpbetétek és védőfelszerelések az elasztomerek ütéselnyelő és támasztó tulajdonságát használják a sportolók teljesítményének optimalizálásához és a viselési élmény fokozásához. Különösen extrém sportokban és nagy ütést okozó sportágakban a 3D-ben nyomtatott elasztomer anyagok jelentősen csökkenthetik az edzés során kialakuló ütéseket, és védhetik a sportolók ízületeit és izmainak sérüléseitől.
Az autóipari és légi közlekedési területeken a 3D-ben nyomtatott elasztomereket könnyűsúlyú ütéselnyelő alkatrészek és tömítések kulcsfontosságú alkatrészeihez használják. Ezek az alkatrészek súlyukat csökkenthetik és magas teljesítményt tarthatnak fenn összetett szerkezeti kialakításokon keresztül.
Az elektronikai termékek területén okos hangszórók, okos karkötők, mobiltelefon tokok és egyéb termékek esetén is alkalmazható az elasztomer anyagokkal való nyomtatás. Ezek a termékek nemcsak kiváló puhasággal és rugalmassággal rendelkeznek, hanem magas kopásállósággal és tartóssággal is bírnak, így kielégítik a fogyasztók sokoldalú igényeit a termékek megjelenésével és teljesítményével kapcsolatban.
Az ipari gyártás területén az 3D-s nyomtatáshoz használt elasztomer technológiát különféle ipari formák és hajtás szíjak, valamint más alkatrészek gyártására használják. Ezek az alkatrészek nagyobb mechanikai igénybevételt és rezgéseket kell, hogy elviseljenek, és az elasztomer anyagok kiváló rugalmasságuk és fáradási ellenállásuk miatt ideális választások. Az ilyen alkatrészek 3D-s nyomtatással történő gyártása nemcsak a termelési hatékonyságot növeli, hanem a gyártási költségeket is csökkenti.
Az 3D-s nyomtatás elasztomer technológiájának megjelenése tovább bővítette az 3D-s nyomtatott termékek felhasználási területeit, és színes lehetőségeket hozott életünkbe.
 Aktuális hírek
Aktuális hírek2024-07-26
2024-07-26
2024-07-26

WHALE STONE 3d Elkötelezettek vagyunk aziránt, hogy SLA nyomtatást, SLS nejlon nyomtatást, SLM nyomtatást, CNC megmunkálást és kis tételű összetett öntőformák gyors gyártási szolgáltatásokat nyújtsunk ügyfeleinknek.
4th Floor, 4483 Wuzhong Avenue, Suzhou, Jiangsu, Kína
Szerzői jog © 2024 WHALE STONE 3d Minden jog fenntartva. Adatvédelmi irányelvek-Blog