Med den snabba utvecklingen av vetenskap och teknik idag har 3D-printingsteknologin spridit sig till alla samhällssektorer som en stark östlig vind. Från komplexa och exakta mekaniska delar till livliga produktmodeller, från fantastiska arkitektoniska prototyper till personliga dagliga behöver, har 3D-printingsteknologin med sin outsinliga kreativitet och tillräcklig flexibilitet förverkligat fantasier och gjort människors liv mer bekvämt samt gett oss överraskningar.
Arbetsprincip för 3D-printingsteknologi
3D-printingsteknologi, även känd som additiv tillverkningsteknologi, är en innovativ produktionsmetod som bygger upp tredimensionella objekt genom att lager för lager bygga upp material. Dess princip liknar att bygga ett lekstenshus, vilket kan förenklat sammanfattas som "skiktad produktion, lager för lager stapling".
3D-printningsprocessen är inte komplicerad. Först skapas eller erhålls en digital modell genom datorstödd designprogramvara, och sedan skärs modellen upp i en serie mycket tunna tvärsnittslager (dvs. skivor), och tjockleken på varje skiva är vanligtvis mellan tiotals mikrometer och hundratals mikrometer. Därefter bygger 3D-skrivaren upp det slutgiltiga objektet lager för lager genom specifika tekniker och material baserat på denna skivinformation.
3D-printningsprocesser inkluderar fused deposition modeling (FDM), fotostereolitografisk 3D-printning (SLA, DLP, LCD), selektiv lasersintering (SLS), selektiv laserblandning (SLM), stereoinjektionsutskrift (3DP) och lagerpå-lager-tillverkning (LOM).

Fused deposition modeling (FDM) är en process där trådformiga termoplastiska material värms upp och smälts genom en dysa, lager för lager deponeras på en plattform och slutligen stelnar till ett tredimensionellt objekt. Denna teknik använder ofta termoplastiska material som råvara, såsom acrylonitril-butadien-styrenkopolymer (ABS), polylaktid (PLA), etc. Den har låga krav på utrustning och är lätt att använda, lämplig för privatpersoner och små studior. De leksaker som nyligen blivit populära, såsom "radiskniven" och "teleskopsvärdet", är tillverkade på detta sätt.
Stereolitografi 3D-printning (SLA, DLP, LCD) använder ljus i en specifik våglängd och form för att belysa fotokänslig harpik, och den fotokänsliga harpiken härdas lager för lager för att skapa objekt i önskad form. Denna teknik har hög formningsprecision och jämn yta, och är lämplig för att tillverka detaljerade modeller och små komponenter.
Selektiv lasersintering (SLS) använder en laserstråle för att skanna pulvermaterial och smälta och binda dem samman, lager för lager, till ett tredimensionellt objekt. Denna teknik använder pulver som råvara (t.ex. nylon, metallpulver, keramikpulver etc.), har hög formningsprecision och är lämplig för tillverkning av funktionella komponenter med komplexa strukturer.
Selektiv lasermetallurgi (SLM) har högre laserenergi, liknande selektiv lasersintering (SLS), och kan fullständigt smälta metallpulver för att uppnå snabb prototypframställning av metallkomponenter. Denna teknik använder ofta metallpulver (t.ex. titanlegering, rostfritt stål etc.) som råvara, kan skriva ut högfast, högprecisions metallkomponenter och används omfattande inom luftfart, medicinsk teknik och andra områden.
Stereo-inkjetutskrift (3DP) använder pulvermaterial (metalliskt eller icke-metalliskt) och limmedel som råvaror och bygger upp varje komponent lagringsvis med hjälp av bindningsmekanismen. De formade exemplaren av denna tryckteknik har samma färg som den faktiska produkten, och det är för närvarande en mer mognad färg 3D-tryckningsteknik.
Laminerad objektillverkning (LOM) använder tunnfilmsmaterial (såsom papper, plastfilm etc.) och hettlim som råvara, och bygger upp de önskade objekten lagringsvis genom laserstansning och värmeteknik. Denna teknik har snabb formhastighet och låg materialkostnad och är lämplig för tillverkning av stora strukturer och skal.
Även om 3D-skrivningsteknologiprodukten har en hög återgivningsnivå begränsas den av råvarorna för skrivning. 3D-skrivna produkter är mycket spröda och lätt att krossa av yttre krafter. När sådana produkter används i scenarier med höga mekaniska krav visar de sig vara något "otillräckliga". Hur kan man då förbättra 3D-skrivna produkters "glaskänslighet", så att de får en snygg "yttre" och "flexibilitet" som inte lätt går sönder?
Den 3 juli 2024 publicerade kinesiska forskare ett forskningsresultat om 3D-printade elastomerer i tidskriften Nature. De gummiband som tillverkats med denna teknik kan sträckas till 9 gånger sin egen längd, och den maximala dragstyrkan kan nå upp till 94,6 MPa, vilket motsvarar att en kvadratmillimeter kan bära nästan 10 kilos tyngdkraft, vilket visar på en superhög styrka och seghet.

"Försoning" mellan formhastighet och seghet hos slutprodukter
Under fotokemisk härdning i 3D-printing (SLA, DLP, LCD) innebär ökad produktionshastighet en snabbare formningshastighet, vilket leder till en ökad korslänkningsdensitet i materialet och en minskad seghet hos materialet under härdning. Med konventionella metoder ökar inte bara materialets seghet, utan också viskositeten, vilket leder till minskad flytförmåga och långsammare formning. Motsättningen mellan formningshastigheten i 3D-printing och segheten hos det färdiga produkterna har länge varit ett problem för hela industrin.
Kinesiska forskare har "förenat" dessa två motsägelser. Forskarna föreslog en strategi för stegvis utskrift och efterbehandling genom att analysera råvarans fotokänsliga harpik som används i fotokemisk 3D-utskrift och ta isär själva utskriftsprocessen. Forskarna utformade en DLP-förstadie (digital light processing) av dimetakrylat, som innehåller en dynamiskt hinderad uretbindning och två karboxylgrupper i huvudkedjan. Under utskrifts- och formningsstadiet är dessa nyckelkomponenter i ett "dvasande" tillstånd och spelar en förstärkande roll under efterformningsprocessen.
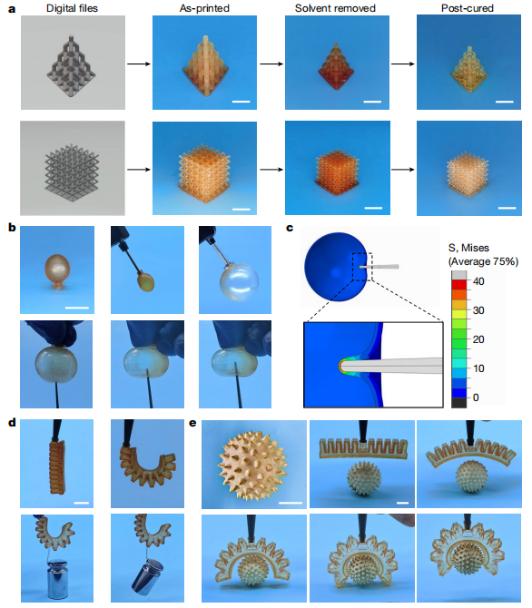
a. 3D-utskrivna objekt och deras dimensionella förändringar under efterbehandling; b. Motståndskraft mot punktering hos 3D-utskrivna ballonger; c. Modellering av mekanisk punkteringskraft; d-e. Lyfttest med 3D-utskriven pneumatisk grippare. Bildkälla: Referens [1]
Under efterbehandlingssteget vid 90°C dissocierar de hämmade ureabindningarna i de 3D-skrivna produkterna och bildar isocyanatgrupper, vilka dels bildar amidbindningar med sidokedjornas karboxylgrupper, dels reagerar med det vatten som absorberats av karboxylsyran och bildar ureabindningar. Förändringarna i de kemiska bindningarna inom molekylerna kopplar samman den enskilda nätverksstrukturen i materialet till en interpenetrerande nätverksstruktur som liknar "hand i hand", vilket skapar fler vätebindningar och förstärker materialets inre struktur. Det är just på grund av dessa förändringar i materialets inre struktur som de 3D-skrivna produkterna har större buffertutrymme vid deformation orsakad av yttre krafter, liknande energiabsorptionseffekten vid en fordonskollision, vilket förbättrar produkternas slagstyrka och sprickresistens och ger högre seghet.
De experimentella resultaten visar att filmen som tillverkades med 3D-printning med DLP-förstadie med en tjocklek på endast 0,8 mm uppvisar extremt starkt motstånd mot genomborrning, vilket gör att den kan tåla en kraft på 74,4 Newton utan att brista. Även under högtrycksinflationsförhållanden kan den 3D-printade pneumatiska griparen fortfarande gripa en kopparboll som väger 70 gram med skarpa taggar på ytan utan att gå sönder, vilket visar de ultra höga tugheten och strukturella styrkan hos 3D-printade produkter.
Brett tillämpningsområde för 3D-printade elastomerer
Inom idrottsutrustning erbjuder 3D-printade elastomerer idrottare personlig, högpresterande utrustning. Till exempel använder skräddarsydda inläggssolar och skyddsutrustning elastomerers stötdämpande och stödjande egenskaper för att optimera idrottarnas prestation och förbättra komforten vid användning. Särskilt inom extremsporter och högimpaktssporter kan 3D-printade elastomeriska material betydande minska belastningen på idrottare under träning och skydda deras leder och muskler från skador.
Inom bil- och flygindustrin används 3D-printade elastomerer för kritiska komponenter såsom lättviktiga stötdämpande delar och tätningar. Dessa delar kan minska vikten och samtidigt behålla hög prestanda genom komplexa strukturdesigner.
Inom elektronikbranschen kan produkter som smarta högtalare, smarta armband, mobilskal och liknande tryckas med elastomermaterial. Dessa produkter har inte bara utmärkt mjukhet och elasticitet, utan också hög slitstyrka och hållbarhet, vilket kan möta konsumenternas mångsidiga behov av produkters utseende och prestanda.
Inom industritillverkning används 3D-printad elastomerteknologi för att tillverka olika industriella formar, drivremmar och andra komponenter. Dessa komponenter måste klara större mekanisk belastning och vibration, och elastomermaterial är idealiska val tack vare sin utmärkta elasticitet och trötthetsmotstånd. Att tillverka dessa komponenter med 3D-printing-teknik kan inte bara förbättra produktionseffektiviteten, utan också minska tillverkningskostnaderna.
Ankomsten av 3D-printad elastomerteknologi har ytterligare utökat användningsfallen för 3D-printade produkter och gett våra liv fler färgglada möjligheter.
 Senaste nyheterna
Senaste nyheterna2024-07-26
2024-07-26
2024-07-26

WHALE STONE 3d Vi strävar efter att förse kunder med SLA-tryck, SLS-nylontryck, SLM-tryck, CNC-bearbetning och snabb tillverkning av småskaliga gjutformar.
4:e våningen, 4483 Wuzhong Avenue, Suzhou, Jiangsu, Kina
Upphovsrätt © 2024 WHALE STONE 3d Alla rättigheter förbehållna. Integritetspolicy-Blogg