Nykyään tieteen ja teknologian nopean kehityksen myötä 3D-tulostusteknologia on levinnyt kaikille elämänalueille kuin vahva itätuuli. Monimutkaisista ja tarkoista mekaanisista osista elävänkaltaisiin tuotemalleihin, fantastisista arkkitehtonisista prototyypeistä yksilöllisiin arjen tarvikkeisiin, 3D-tulostusteknologia tuo äärettömän luovuutensa ja riittävän joustavuutensa ansiosta mielikuvituksen todellisuudeksi, tekee ihmiselämästä helpompaa ja tuo meille yllätyksiä.
3D-tulostusteknologian toimintaperiaate
3D-tulostusteknologia, jota kutsutaan myös lisäävän valmistuksen teknologiaksi, on innovatiivinen tuotantomenetelmä, jossa kolmiulotteisia kappaleita rakennetaan kerros kerrokselta. Sen periaate on samankaltainen kuin tiilitalon rakentaminen, ja sitä voidaan yksinkertaisesti kuvata sanoin "kerroksittainen valmistus, kerros kerrokselta pinottuna".
3D-tulostusprosessi ei ole monimutkainen. Ensinnäkin digitaalinen malli luodaan tai saadaan käyttäen tietokoneavusteista suunnittelua, jonka jälkeen malli pilkotaan sarjaksi erittäin ohuita poikkileikkauksia (eli viipaleita), ja kunkin viipaleen paksuus on yleensä kymmenistä mikrometreistä satoihin mikrometreihin. Sen jälkeen 3D-tulostin rakentaa lopullisen kohteen kerros kerrokselta perustuen näihin viipaleisiin käyttäen tiettyä teknologiaa ja materiaaleja.
3D-tulostusprosesseja ovat sulamalla kerrostava mallinnus (FDM), valokuvakovettumisella toteutettava 3D-tulostus (SLA, DLP, LCD), selektiivinen lasersinteröinti (SLS), selektiivinen laserjuokseutus (SLM), stereoisäpistetulostus (3DP) ja kerroskerrosvalmistus (LOM).

Fused deposition modeling (FDM) on menetelmä, jossa säikeistä lämpömuovimateriaalia kuumennetaan ja sulatetaan suuttimen läpi, kerrostetaan kerros kerrokselta alustalle ja lopulta se jäähdytetään muodostamaan kolmiulotteinen kappale. Tämä teknologia käyttää usein lämpömuoveja raaka-aineena, kuten asryylinitrili-butaadieni-styreeni kopolyymejä (ABS), polylaktiinihappoa (PLA) jne. Sillä on matalat laitevaatimukset ja sitä on helppo käyttää, mikä sopii yksilöille ja pienille studioille. Viime aikoina lelumarkkinoilla suosittuja "retiilisuihkakatkoksia" ja "teleskooppitikoita" valmistetaan tällä tavalla.
Stereolitografiatekniikalla toteutettava 3D-tulostus (SLA, DLP, LCD) käyttää tietyn aallonpituuden ja muodon omaavaa valoa valaistamaan valokovettuvaa hartsea, jonka jälkeen hartsesta muovataan kerros kerrokselta kappale halutussa muodossa. Tällä tekniikalla on korkea muotoutumistarkkuus ja sileä pinta, mikä tekee siitä sopivan yksityiskohtaisten mallien ja pienten osien valmistukseen.
Valikoiva laserin sinteröinti (SLS) käyttää laser säde pohjaaineiden sulattamiseen ja niiden liittämiseen toisiinsa, kerääntyen kerros kerrokselta kolmiulotteiseksi esineeksi. Tämä tekniikka käyttää pohja-aineena pölyä (kuten nylonia, metallipölyä, keraaminen pölyä jne.), sillä on korkea muotoutumistarkkuus ja se soveltuu monimutkaisen rakenteen toimivien osien valmistukseen.
Valikoiva laserin sulattaminen (SLM) käyttää korkeampaa laserenergiaa ja muistuttaa valikoivaa laserin sinteröintiä (SLS), ja se pystyy täysin sulattamaan metallipölyn saavuttamalla nopean prototyyppivaiheen metalliosille. Tämä tekniikka käyttää yleisesti metallipölyä (kuten titaaniseosta, ruostumatonta terästä jne.) raaka-aineena, pystyy tulostamaan korkealujuisia ja tarkkoja metalliosia, ja sitä käytetään laajasti ilmailussa, lääketieteessä ja muilla aloilla.
Stereo-inkjet-tulostus (3DP) käyttää pohjanaan jauhemaisia materiaaleja (metallisia tai ei-metallisia) ja liimoja, ja se tulostaa komponentit kerros kerrallaan käyttäen liimausmekanismia. Tällä tulostusteknologialla valmistetut muottiesiintymät ovat värisiltään samanlaisia kuin todelliset tuotteet, ja se on tällä hetkellä yksi kehittyneimmistä värillä toimivista 3D-tulostusteknologioista.
Kerrostettujen rakenteiden valmistusmenetelmä (LOM) käyttää raaka-aineina ohuita levy- ja kalvomateriaaleja (esimerkiksi paperia, muovikalvoja jne.) sekä sulaliimoja, ja siinä rakennetaan tarvittavat kohteet kerros kerrallaan laserleikkauksen ja lämpöliitännän avulla. Tämä tekniikka mahdollistaa nopean muotoutumisen ja sillä on alhainen materiaalikustannus, minkä vuoksi sitä sovelletaan suurten rakenteiden ja koteloiden valmistukseen.
Vaikka 3D-tulostusteknologiatuotteella on korkea palautusaste, sitä rajoittavat tulostusmateriaalit. 3D-tulostetut tuotteet ovat erittäin hauraita ja murtuvat helposti ulkoisista voimista. Kun tällaisia tuotteita käytetään sovelluksissa, joissa vaaditaan korkeaa mekaanista kestävyyttä, ne voivat olla jossain määrin "epäkelpoja". Miten siis parantaa 3D-tulostettujen tuotteiden "lasisydäntä", jotta niillä olisi nätti "ihos" ja "joustavuutta", joka ei murtua helposti?
3. heinäkuuta 2024 julkaistiin kiinalaisilla tieteellisillä tutkijoilla tutkimustulos 3D-tulostetuista elastomeereista Nature-lehdessä. Tämän teknologian avulla valmistetut kuminauhat voidaan venyttää yhdeksän kertaa ominaisuudestaan, ja niiden maksimivenymälujuus voi saavuttaa 94,6 MPa, mikä vastaa noin 10 kg:n painovoimaa neliömillimetrillä, mikä osoittaa erinomaista lujuutta ja sitkeyttä.

"Sopimus" valmistusnopeuden ja valmiin tuotteen sitkeyden välillä
Valokovettuvan 3D-tulostuksen (SLA, DLP, LCD) prosessissa tuotannon tehon parantamiseksi vaaditaan nopeampaa muovausnopeutta, mikä johtaa materiaalin ristisidostuksen tiheyden kasvuun ja materiaalin sitkeyden laskuun kovettumisen aikana. Perinteisillä menetelmillä, kun materiaalin sitkeys kasvaa, myös viskositeetti kasvaa, mikä johtaa materiaalin heikentyneeseen virtausominaisuuteen ja muovausnopeuden laskuun. 3D-tulostuksen muovausnopeuden ja valmiin tuotteen sitkeyden välinen ristiriita on aina hankaloittanut koko alaa.
Kiinalaiset tieteilijät ovat "sovittaneet yhteen" nämä kaksi ristiriitaa. Tutkijat esittivät vaiheittaisen tulostuksen ja jälkikäsittelyn strategian analysoimalla valokovettuvan 3D-tulostuksen raaka-ainefotokovettuvaa hartsea ja purkamalla tulostusprosessin osiin. Tutkijat suunnittelivat DLP- (Digital Light Processing) -jälkikäsiteltyä dimetakrylaattia, jossa on dynaaminen estetty uretanisidos ja kaksi karboksyyliä päärungossa. Tulostus- ja muovausvaiheen aikana nämä tärkeät osatekijät ovat "nukkuvassa" tilassa ja toimivat sitkeyttä lisäävässä roolissa muovausvaiheen jälkikäsittelyssä.
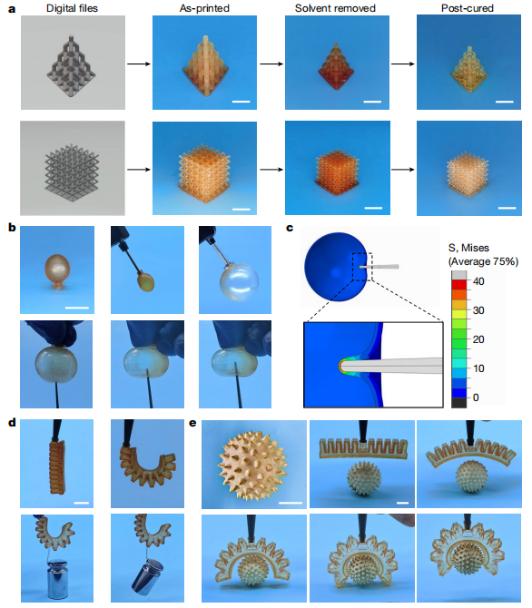
a. 3D-tulostetut esineet ja niiden muutokset jälkikäsittelyn aikana; b. 3D-tulostettujen ilmapallojen lävistyskestävyys; c. Mekaanisen lävistysvoiman mallintaminen; d–e. 3D-tulostetun pneumaattisen kiinnittimen painonostotesti. Kuvan lähde: Viite [1]
Postprosessoinnin vaiheessa 90 °C:ssa 3D-tulostetuissa tuotteissa olevat estyneet uretanuoret hajoavat muodostaen isosyanaattiryhmiä, jotka puolestaan muodostavat amidiyhteydet sivuketjujen karboksyyli ryhmien kanssa ja toisaalta reagoivat karboksyylihapolla sitomiseen muodostaen uretanuoret. Kemiallisten sidosten muutokset yhdistävät materiaalin yksittäisen verkkorakenteen läpäiseväksi verkkorakenteeksi, joka on vertailtavissa ilmaiseen "käsi kädessä". Tämä tuo lisää vetysidoksia ja vahvistaa materiaalin sisäistä rakennetta. Juuri materiaalin sisäisen rakenteen muutosten ansiosta 3D-tulostetuilla tuotteilla on suurempi puskuriväli ulkoisten voimien vaikutuksesta, mikä vastaa ajoneuvon kolarin energian absorbointitehoa. Tämä parantaa tuotteen iskun- ja murtumiskestävyyttä ja antaa korkeamman kimmollisuuden.
Kokeelliset tulokset osoittavat, että DLP-esiaineella 3D-tulostetulla kalvolla, jonka paksuus on vain 0,8 mm, on erittäin vahva läpäisysuoja, jolloin sitä voidaan käyttää 74,4 newtonin voimaan asti särkymättä. Jopa korkeapaineen täyttöolosuhteissa 3D-tulostettu pneumatiikkapuristin voi edelleen nostaa 70 gramman kuparipallon, jonka pinnalla on teräviä piikkejä, särkymättä, mikä osoittaa 3D-tulostettujen tuotteiden erittäin korkeaa taipumiskykyä ja rakenteellista lujuutta.
3D-tulostettujen elastomeerien laaja käyttö
Urheiluvälineiden alalla tarjoavat 3D-tulostetut elastomeerit urheilijoille räätälöityä, korkean suorituskyvyn välineitä. Esimerkiksi räätälöidyt jalkapohjat ja suojavälineet hyödyntävät elastomeerien iskunvaimennus- ja tukiominaisuuksia optimoimalla urheilijoiden suorituskykyä ja parantaen käyttömukavuutta. Erityisesti extreme-urheilussa ja korkean iskukuormituksen urheilumuodoissa 3D-tulostetut elastomeerimateriaalit voivat merkittävästi vähentää urheilusuorinnan aikana esiintyviä iskuja ja suojata urheilijoiden niveliä ja lihaksia vammoilta.
Auto- ja ilmailuteollisuudessa 3D-tulostettuja elastomeereja käytetään tärkeisiin komponentteihin, kuten kevytrakenteisiin iskunvaimentimiin ja tiivisteisiin. Näillä osilla voidaan vähentää painoa ja silti säilyttää korkea suorituskyky monimutkaisten rakenteiden suunnittelun avulla.
Elektronisten tuotteiden alalla älykaiuttimet, älyrannekkeet, puhelinkotelo ja muut tuotteet voidaan valmistaa elastomeerimateriaaleilla. Näillä tuotteilla on paitsi erinomainen pehmeys ja kimmoisuus myös korkea kulumis- ja kestävyys, mikä täyttää kuluttajien monipuoliset vaatimukset tuotteen ulkonäön ja suorituskyvyn suhteen.
Teollisen valmistuksen alalla 3D-tulostusteknologiaa käytetään valmistettaessa erilaisia teollisia muotteja, kuten välitysventtiileitä ja muita osia. Näiden osien täytyy kestää suurempaa mekaanista rasitusta ja värähtelyä, ja elastomeerimateriaalit ovat tässä yhteydessä erinomainen valinta niiden erinomaisen kimmoisuuden ja väsymiskestävyyden vuoksi. Näiden osien valmistus 3D-tulostusteknologialla voi parantaa tuotantotehokkuutta ja vähentää valmistuskustannuksia.
3D-tulostuselastomeeritekniikan myötä 3D-tulostustuotteiden käyttömahdollisuudet ovat laajentuneet entisestään ja tuoneet monipuolisempia mahdollisuuksia arkeen.
 Uutiset
Uutiset2024-07-26
2024-07-26
2024-07-26

WHALE STONE 3d Olemme sitoutuneet tarjoamaan asiakkaillemme SLA-painatusta, SLS-nailonpainatusta, SLM-painatusta, CNC-koneistusta ja pienten erien yhdistemuottien nopeaa valmistusta.
4th Floor, 4483 Wuzhong Avenue, Suzhou, Jiangsu, Kiina
Tekijänoikeus © 2024 WHALE STONE 3d Kaikki oikeudet pidätetään. Tietosuojakäytäntö-BLOGI