Hodiernis diebus cum veloci scientiae et technologiae progressu, ars 3D imprimendi per omnes cives quasi ventus orientalis invasit. Dabuntur ex artificiosis et accuratis machinis partibus ad vivida producta similitudines, ex mirabilibus architecturae prototypis ad singulares necessariae cotidianae res. Ars 3D imprimendi cum infinita creativitate et idonea flexibilitate cogitationes in effectum deduxit, vitam hominum commodiorem reddidit et nobiscum admirationes attulit.
Principium operis artis 3D imprimendi
ars 3D imprimendi, quae etiam technologiae additivae cognoscitur, est innovativa methodus productionis qua entitates tridimensionales per stratificandas res materiales creantur. Principium eius simile est domui ex lateribus aedificandae, quod breviter ita enuntiari potest: "stratificare et stratim struere".
Processus impressionis 3D non est difficilis. Primo, modellum digitale creatur vel acquiritur per software descripti assistiti a computatro, deinde modellum secatur in seriem tenuissimarum stratum transversalium (i.e. sectionum), et crassitudo cuiusque sectionis inter solitum esse decenas et centenas micron. Tum, ex informatione harum sectionum, impressa 3D fabricat rem finalem stratum super stratum per technologiam et materiales speciales.
processus impressionis 3D includunt depositionem modellandi fusi (FDM), photolithographiam stereographicam 3D (SLA, DLP, LCD), sinteringum selectivum radii laser (SLS), fusionem selectivam radii laser (SLM), impressionem stereoscopicam ietis (3DP) et fabricationem stratum super stratum (LOM).

Fusio depositionis modellandi (FDM) est processus, in quo materiae thermoplasticae filamento formatae calefiantur et per orificium liquefiunt, deinde stratim stratim super platform depositantur, tandemque in objectum tridimensionale solidificantur. Haec technologia saepe materiae thermoplasticae adhibet, ut exempli gratia acrylonitrile-butadiene-styrene copolymerum (ABS), acidi polylactici (PLA), et cetera. Habet exigentias leves ad instrumenta et operari facile est, idonea igitur pro singulis et parvis officinis. "Raphanus-coutellus" et "gladius extensibilis", qui nuper in mercato puerili valuerunt, hac ratione fiunt.
Stereolithographia typographica 3D (SLA, DLP, LCD) usum facit lucis specificae frequentiae et formae ad radicem photosensitivam irradiandi, qua per stratim coagulatur et objecta desideratae figurae generantur. Haec technologia altam fidelitatem formandi habet et superficiem lepidam, idonea igitur ad figuras minutas et particulas parvas conficiendas.
Sinteratio laseris selectiva (SLS) utitur radio laseris ad materiales pulverescentes examinandi, ut eos liquefaciat et coniungat, stratum super stratum addens, donec efficiatur objectum tridimensionale. Hanc in technologia utuntur pulvere tanquam materia prima (ut nylon, pulvis metallicus, pulvis ceramicus, etc.), quae altam praecisionem habet formandi et idonea est ad fabricandos partes functionales cum structuris complexis.
Fusio laseris selectiva (SLM) maiorem vim energiae laseris habet, similis sinterationi laseris selective (SLS), et potest totam partem metallicam liquefacere ad celeriter prototypum partis metallicae efficiendam. Hanc in technologia saepe utuntur pulvere metallico (ut legatura titanii, ferro non-ruginoso, etc.) tanquam materia prima, potest imprimere partes metallicas altius viris et praecisionis, et late utuntur in aerospaciali, medica et aliis disciplinis.
Stereolithographia a iactu tincturae (3DP) materiales in pulvere (metallum aut non metallum) et glutinos ut materia prima utitur et adhaesionis rationem ad fingendum unamquamque partem per stratificatio usus est. Color imaginis productae per hanc technologiam eadem est atque color producti realis, et praesentem maturior technologia coloris ad impressionem tridimensionalem est.
Fabricatio laminata objecti (LOM) laminas tenuis materiales (ut charta, pellicula plastica, etc.) et glutinum calidum ut materia prima utitur et per incisionem laser et conglutinationem thermicam stratificando objecta necessaria colligit. Huius technologiae velocitas formandi celeris est et materiae viles sunt, et structuras magnas et testas conficiendas apta est.
Quamquam productum technologiae impressionis 3D altum habet restitutionis gradum, tamen materiae prima impressionis limitantur. Producta 3D franguntur valde et facile rumpuntur vi externa. Cum talia producta in scenariis requirantur altioris perfectionis mechanicae, quasi "invalide" videntur. Quomodo ergo "cor vitreum" productorum 3D impressorum emendare, ut pulchram habeant "pellim" et "flexibilitatem" quae non facile rumpatur?
Die 3 Iulii 2024, sinici scientiae hodierni resultatum de elastomeris 3D impressis in periodico Natura ediderunt. Vires elasticae quae hac technologia parantur ad novem longitudinis proprias distendi possunt, et fortis tensilis ad 94.6MPa attingere potest, quod est quasi 10 kilogramma gravitatis per millimetrum quadratum sustinere possit, quod vim et tenacitatem excellentem ostendit.

"Concordia" inter celeritatem formandi et tenacitatem productorum finitorum
In processo impressionis 3D photocomponendi (SLA, DLP, LCD), utendum est maior velocitas formandi ad efficiendam maiorem celeritatem productionis, quod ducit ad incrementum densitatis reticuli materiae et ad decrementum robustitatis materiae durante processo coniuncturae. Per methodos vulgatas, dum robustitas materiae augetur, viscositas materiae quoque augetur, quod ducit ad decrementum fluiditatis et ad decrementum velocitatis formandi. Contradictio inter velocitatem formandi impressionis 3D et robustitatem producti semper totam industriam vexavit.
Sinici scientiae "conciliaverunt" has duas contrarietates. Investigatores strategiam pro imprimendo per gradus et post-processing concoctam sunt, analysi resinis photosensibilis materiae primae adhibitis ad impressionem 3D photocopalem et processum imprimendi dissolvendo. Investigatores praecursorem DLP (digital light processing) dimethacrylati concinnaverunt, qui ligationem ureae dynamicam et duas catervas carboxylicas in catena principali continet. Per stagnum imprimendi et formandi, hi componentes clavis in statu "dormiunt" et munere indurando in stadio post formandi agunt.
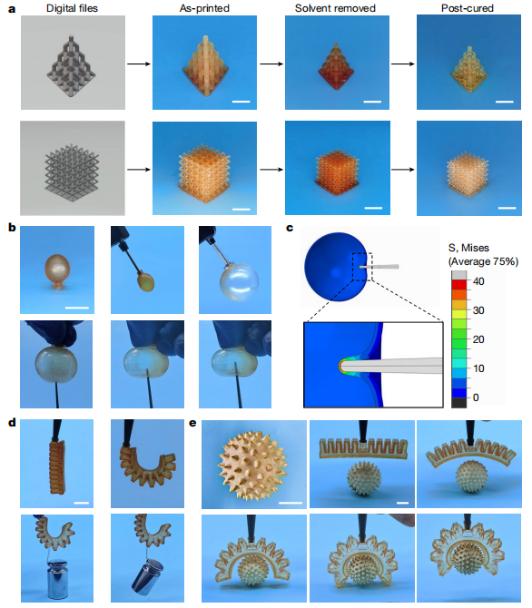
a. Obiecta impressa 3D et earum mutationes dimensionales per post-processing; b. Resistentia ad perforationem globorum impressorum 3D; c. Modellatio vis mechanicæ perforandi; d-e. Testis levationis ponderis a pneumatico prehensore impresso 3D. Imago fontis: Referentia [1]
In post-processing stage ad 90°C, urea bonds hinderata in productis 3D impressis dissolvuntur ad genera isocyanatis, quae ex una parte amidas ligant cum lateralibus acidis carboxylicis, ex altera parte reagunt cum aqua absorbta a acido carboxylico ad formandas ligaturas ureae. Mutationes in ligandis chimicis inter moleculas singularem rete in structuram interpenetrans similem "manu in manu" iungunt, quae plures ligaturas hydrogenii addunt et internam structuram materiae roborant. Propter exacte has mutationes in structura interna, producta 3D impressa plures spatium buffer quando vis externa deformat, similem effectui absorptionis energiae collisionis vehiculi, quod vim percussivam et fracturam producti implet et maiorem tenacitatem praebet.
Exhibita sunt experimentorum praecipua quae monstrent pelliculam paratam per DLP praecursorem solum 0.8 mm crassitudinis, qua puncturae resistentissima est, vim 74.4 Newtons sustinere sine rumpendo. Etiam in condicionibus inflationis ad altam pressionem, pinça pneumatica impressa 3D ferrum sphaeram 70 grammorum cum aculeis acutis in superficie tenere potest sine ruptura, quod monstrat extremam tenacitatem et vim structuralem productorum 3D impressorum.
Largiter applicatae sunt elastomerae impressae 3D
In genere instrumentorum sportivorum, elastomerae impressae 3D sportis praebent instrumenta personalia et ad altam efficientiam spectantia. Exempli gratia, plantae internae et instrumenta tutelae proprietates elastomerarum adhibent ad ictus minuendos et adiuvandos motus optimizandos et experientiam vestiendique iocunditatem augendam. Praesertim in sportis extremis et sportis magno ictu plenis, materiae elastomerorum impressae 3D ictus exercitii in sportis significantur minuere et tutari artus et musculos ab laesionibus.
In agris automotive et aeronautici, elastomerae impressae 3D adhibentur in partibus necesse sicut partes leves ad minuendum ictum et signa. Harum partium pondera minui possunt et alta efficientia per structuras complexas servari.
In campo productorum electronicorum, materia elastomerica imprimi potest in productis ut microphonia intelligentia, brachialia intelligentia, tegumenta phonicorum et cetera. Haec producta non solum mollescentiam et elasticitatem praestantem habent, sed etiam attritionem et durabilitatem altam, quae adimplebunt variegatas consumerum necessitates in aspectu et actu prodromorum.
In campo fabricationis industrialis, technologia elastomeri ad fabricandum moldes industriales varias et cingula transmissionis et alia membra imprimendi usus est. Haec membra maiori oneri machinali et vibrationi sustinendo indigent, et materiae elastomericae optima electio sunt ob excellentem elasticitatem et faticum tolerantiam. Membra haec per technologiam additivam fabricare non solum efficienciam productionis augere potest, sed etiam manufacturandi impensas minuere.
Adventus technologiae elastomeri additivae usus productorum additivorum ampliavit et nobiscum variegatam possibilitatem attulit.
 Nuntiae Calidae
Nuntiae Calidae2024-07-26
2024-07-26
2024-07-26

WHALE STONE 3d Operam damus clientibus praebendis impressionibus SLA, impressionibus SLS nylon, impressionibus SLM, machinationibus CNC, et officiis celeris fabricationis formarum compositarum parvarum copiarum.
4th Solum, 4483 Wuzhong Avenue, Suzhou, Jiangsu, China
Iura omnia reservantur a WHALE STONE 3d, MMXIV. Política Privata-Blog